Applications
Annealing
Stress Relieving
Hardening
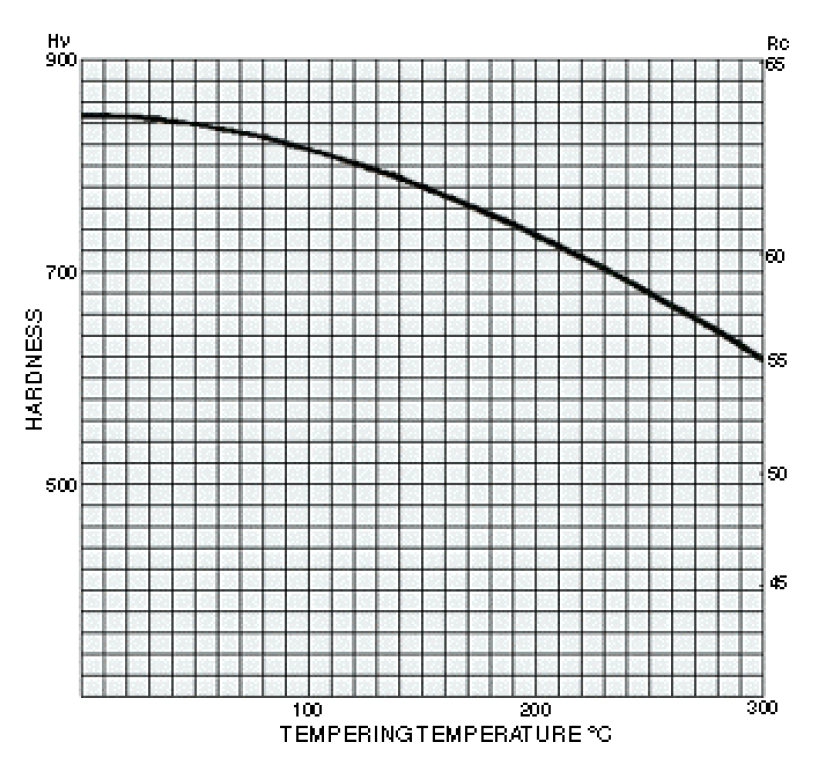
Tempering
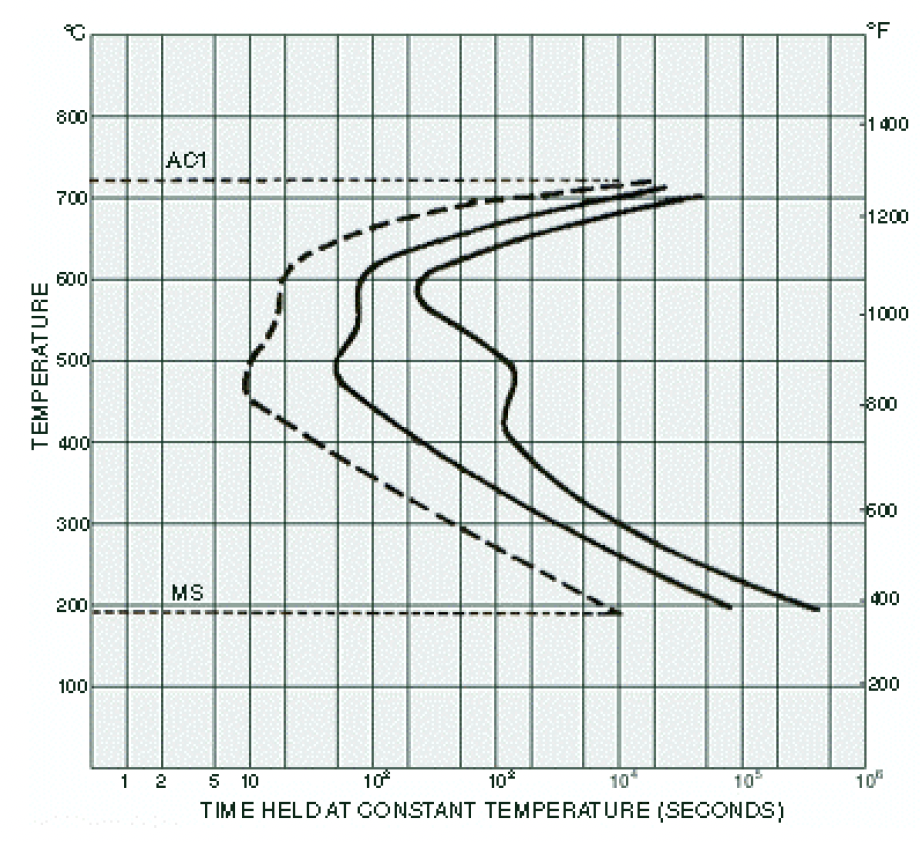
Isothermal Transformation