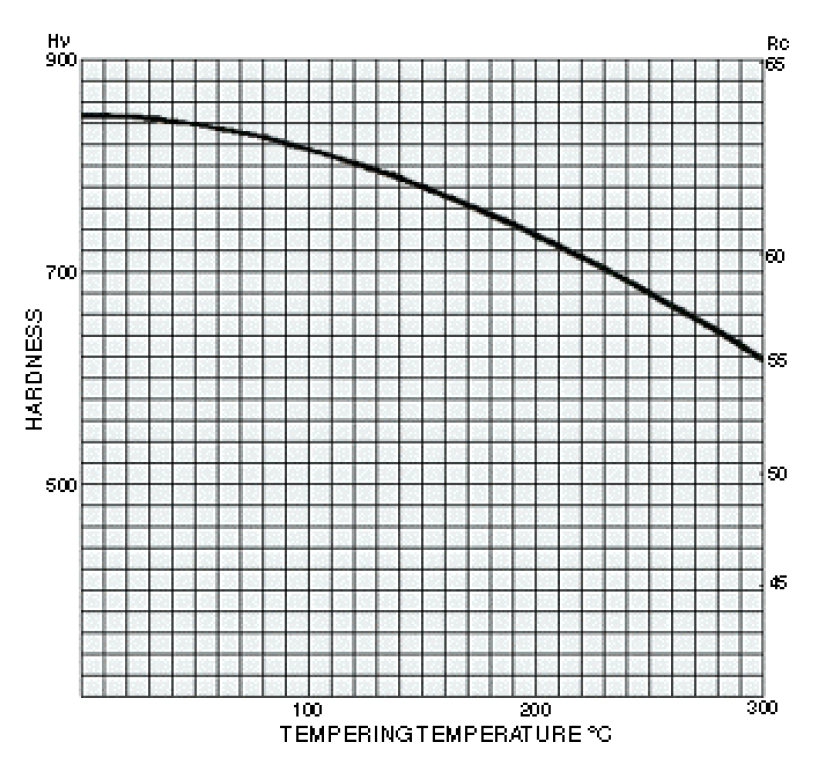
Preferably preheat larger and intricately shaped tools to 650°C / 700°C, raise quickly to 900°C / 920°C and quench in oil. Removal from oil whilst still hot, at approximately 150°C / 180°C, will minimise the risk of cracking. Tools of intricate design and those possessing changes in section thickness may with advantage be quenched into a salt bath at 540°C / 560°C, allowed to equalise, and quenched in oil. For most purposes tempering for one hour at 230°C is sufficient, but for extra toughness 650°C may be used with a lowering of hardness.